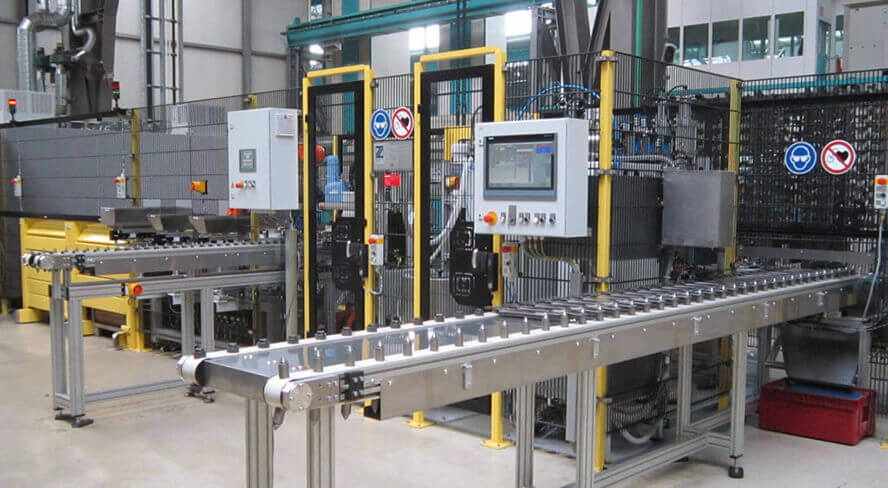
Innerhalb der abgebildeten automatischen Montagezelle entsteht aus verschiedenen separat zugeführten Einzelteilen ein komplett einbaufertiges Zusammenbauteil für den automobilen Sitzbereich.
Über Fördersysteme werden in den Prozess Buchsen, Nieten und Umformteile eingebracht, welche dann im weiteren Verlauf über Feeder- und Rundtaktsysteme dem jeweiligen Fertigungsprozess zugeführt werden.
Technische Parameter
- Aufstellfläche: 9.800 x 6.500 mm
- Höhe: 2.500 mm
- Taktzeit: 12 Sekunden
Fertigungsprozesse
- Station 1: Basisteil auflegen
- Station 2: Stahlbuchse vorbördeln, Niet umformen
- Station 3: Stahlbuchse fertigbördeln, signieren
- Station 4: Basisteil mit Buchsen und Nieten entnehmen
- Station 5: Niet auflegen, weiteres Umformteil umlegen
- Station 6: Kunststoffbuchse auflegen, Stahlbuchse auflegen, Umformteil aufpressen
Für kundenspezifische Anwendungsfälle lassen sich beispielsweise auch spanabhebende Bearbeitungsschritte oder Schweißoperationen integrieren. Für den Teiletransport können Feeder‑, Förderband- oder auch Robotersysteme zu Einsatz kommen.