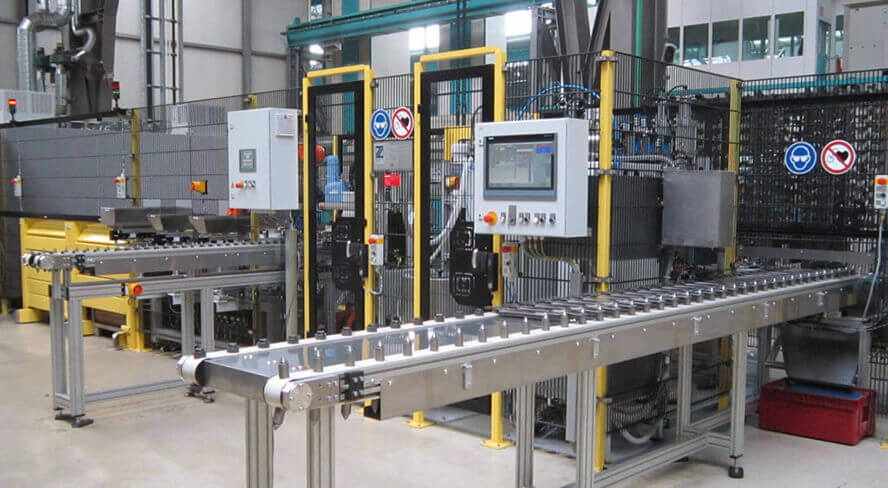
A subassembly ready for mounting in the automotive seat region is created from several individual parts that are supplied individually and is mounted in the automated assembly cell shown.
Bushings, rivets, and formed parts are inserted into the process via feeding systems. Later these elements are supplied to the associated manufacturing process via feeding and revolving systems.
Technical parameters
- Installation foot print: 9.800 x 6.500 mm
- Height: 2.500 mm
- Cycle time: 12 seconds
Manufacturing processes:
- Station 1: Place base part
- Station 2: Pre-hemming steel bushing, form rivet
- Station 3: Finish-hemming steel bushing, sign
- Station 4: Remove base part with bushings and rivets
- Station 5: Place rivet, turn additional part to be formed
- Station 6: Place plastic bushing, place steel bushing, press on formed part
It is also possible to integrate machining or welding operations for customized cases of application. Feeding, conveyor, or robot systems can be used for part transport.