
ServoSpindlePresses
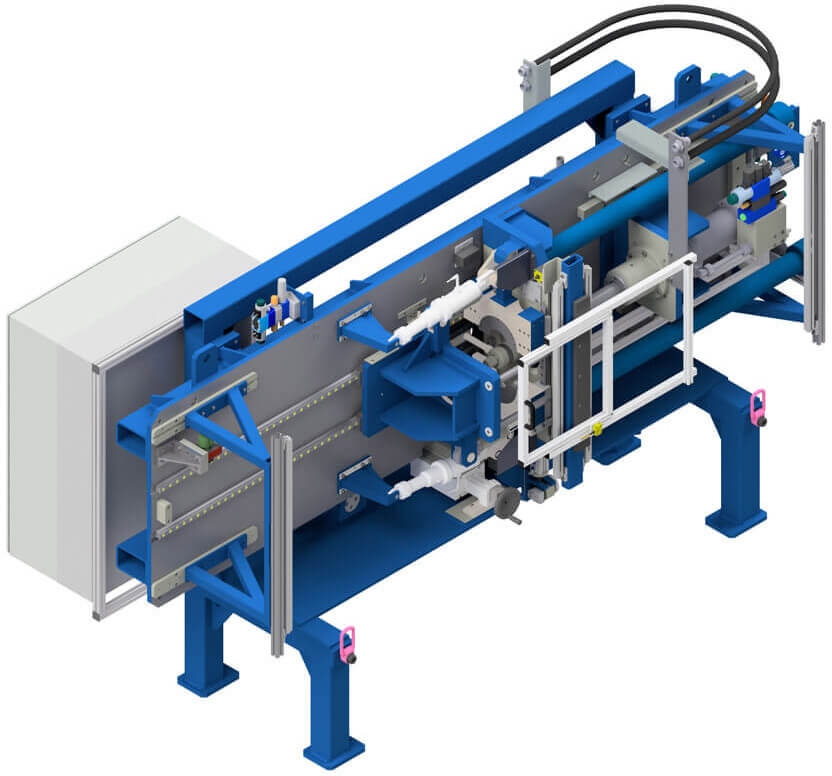
Thanks to their high-precision driven servo axes, ServoSpindlePresses set a new standard for precision and dynamics in forming technology. The drive consists of only a few mechanical components, making the equipment more reliable.
Thanks to the revolutionary design, the specific sensors and the controlling devices, the equipment is more flexible for your applications. Changes in ram positions, stroke heights and ram movement functions are implemented by simple adaptation of parameters.
Learn more

MultipleStagePress
MultipleStagePresses are equipped with all of the technical advantages of the ServoSpindlePresses, but are particularly suitable for complex techniques. Thus, for instance, when they are used as transfer or multiple-die presses, the supplementary axes are moved independently by means of servo drives.
This way, their flexibility can be made use of for future applications. In combination with the automated quick-change system, product changes can be executed quickly, and idle times can be reduced as well.
Learn more

Mechanical Presses
Our mechanical multiple-die presses are characterized by cam-driven rams. The specific cam contour enables a dwell time in the DCs (dead centers). This drive provides optimal preconditions for tooling technologies in parallel operations in the field of blanking, drawing or trimming.
The modular design makes it possible to achieve the technical parameters required by the specific case of application. These presses are equipped with servo strip feed systems of various designs and mechanical or servo-transfer axes. The die carrier system that accompanies the press is specifically customized for the user’s requirements.
Learn more
Metal Bellow Machines
Our experience in the production of metal bellows forming machines goes back more than 25 years. These machines are primarily used for the production of compensators and bellows of 10 mm to max. 5,000 mm tube diameter.
In all techniques, the tube is formed inside out. For small to medium sized diameters, this is achieved by hydro-forming or by means of an elastomer, whereas the expanding or roll forming techniques are used for medium- to large-sized diameter ranges.